

We are extending the offer of posting on the Bulletin Board to companies, who want to sell their used equipment. Information, including pictures, prices, etc. shall be sent to Dr.Joseph V. Nedorezov via E-mail: DrJoeOne@aol.com or drjoeone@weldingnet.com It will be posted free of charge and will include the name of the seller (if desired).
Articles, presented on the Bulletin Board are published the way they were presented by the authors. Welding Technologies is not responsible for the accuracy of the facts presented in these articles.
Article#1
TRANSGUNS FOR RESISTANCE SPOT WELDING are used widely in the industry. Manual transgun applications require certain considerations. We present an article "Using Portable Transguns For Resistance Spot Welding" by Dr.Joseph V. Nedorezov (published in the "Practical Welding Today"), which explains the proper selection process and application of the transguns.
View the article in .pdf format
![]()
![]()
Article#2
New Technologies for Welding of Medium Carbon Steels.
(By Vladimir Shefel, Valentine Loyko and Michael
Loyko) - posted July 12, 2000
Introduction.
World and Russian
experience has shown that it has not been yet managed, to create an
universal welding material for welding of the medium carbon, high
tensile steels exposed to high dynamic loads and rolling or sliding
friction (e.g. rolling-mill shafts, crankshafts, valves, caterpillar
tracks, screws, railway wheel combinations etc.). Specifically, the
steels under consideration, contain between 0.55 – 0.65% C, 0.8
– 1.0% Mn and up to 0.8% Si.
The usual effect of welding on these steels leave them prone to cracking in the fusion line and heat affected zone. Normal practice in these cases would be to pay particular attention to the preheat, interpass and post weld heat treatment temperatures thus reducing the crack susceptibility by contolling externally applied heat. These exercises can, of course, prove to be expensive and time consuming.
New Techniques
A technology now
available (as described in this paper), which decreases the HAZ crack
susceptibility by introducing into the weld pool, one or more
electrodes each having a specific influence over weld metal chemistry
and structure. A weld can thus be created, having different chemistry
and structure at the fusion line, compared with that at the weld
centreline. Such technology can expand the weldability of the
materials, mentioned above, resulting in joints giving equal or
better service in the defined above areas.
From the requirements of the process, this technology is based on gas shielded automatic techniques, using several electrodes, each independently controlled from a separate power source. The first electrode forms the welding bath, whilst the following electrodes added to this weld pool influence the fusion line structure, weld pool chemistry and, most importantly, influence the thermal cycle and the number of initial solidification sites within the pool. The ability to control the number of initial solidification sites results in the ability to influence the final grain size of the joint. Thermal cycle control enables maximum weld pool temperatures to be determined as well, as the cooling rate through the solidification range. The combined effect of the process results in the elimination of cracking problems during the welding of these steels with no requirement for externally applied heat sources for preheat, interpass control and post weld heat treatment and still obtaining fusion line hardness values between 280 – 320HB.
Although multiple wire welding is not new, this technology enabling the critical control of the process parameters is, and has now been patented.
Conclusion
Technology is now
available which offers critical control of the welding process
enabling the production of welded joints and surfaces on medium
carbon steels without externally applied heat sources. This new
technology allows:
a decrease in overheating of the welding pool or limiting the maximum pool temperature.
an increase in the speed of the crystallisation process in the weld pool.
control the phase equlibrium.
control of the chemical composition of the joint and fusion line.
control or specification of the wear resistant properties of the component.
Conventional welding techniques and processes cannot match the properties obtained.
This advanced new technology has been successfully used in Russia for welding of many components noted above, both during new construction and in their reclamation and refurbishment.
Example: Materials and energy consumption (wheel pair reconditioning, where production is a wheel combination per an hour, 8 working hours per day, 242 working days per year):
welding
wire
- 31,999 kg per year (15 kg for a wheel pair);
electric energy
(I=300A, U=38V, P=11,4kVA) - 2,323 KWH per year;
protective
gas
- 6,969,000 liters per year (1500 liters for a wheel pair).
The average time to cover outlay (including the costs of labor and renting industrial space - 40 sq.m) in Russia amounts to 1.6 year. Process of recovering the parts can be repeated infinitely by this new technology.
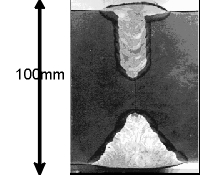
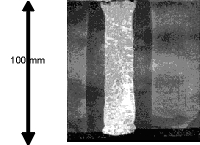
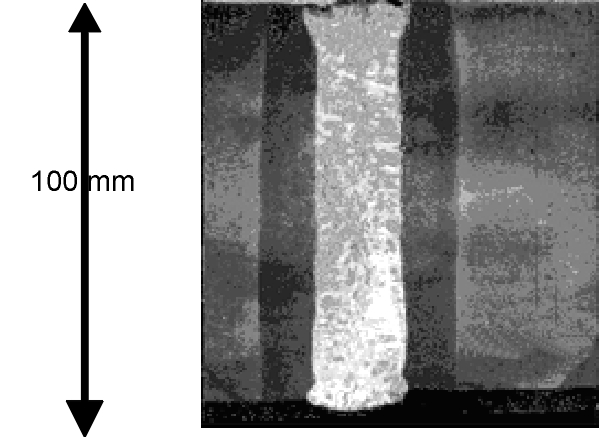
Samples of the welds, produced with the new technology are shown below:
|
|
Click here to see the enlarged photo.
|
|
Comments: Please, contact authors to find out more about this new
technology: MSS983011@msses.ru
or Dr.Joseph V.Nedorezov at Welding Technologies DrJoeOne@AOL.com
or drjoeone@weldingnet.com
Article #3
"The Other Resistance Process: CROSS WIRE WELDING"
by NIGEL SCOTCHMER, President of Huys Industries, Weston, Ontario, Canada
nscotchmer@huysindustries.com
Published in December 2007 issue of Welding Journal
Read an article in .pdf format
SEND COMMENTS and ARTICLES TO: Dr.Joseph V.Nedorezov at
Welding Technologies DrJoeOne@AOL.com
or drjoeone@weldingnet.com

Back to WELDING TECHNOLOGIES Welcome Page
Updated on 10/06/05

{kind=link}
{kind=link}
{kind=link}